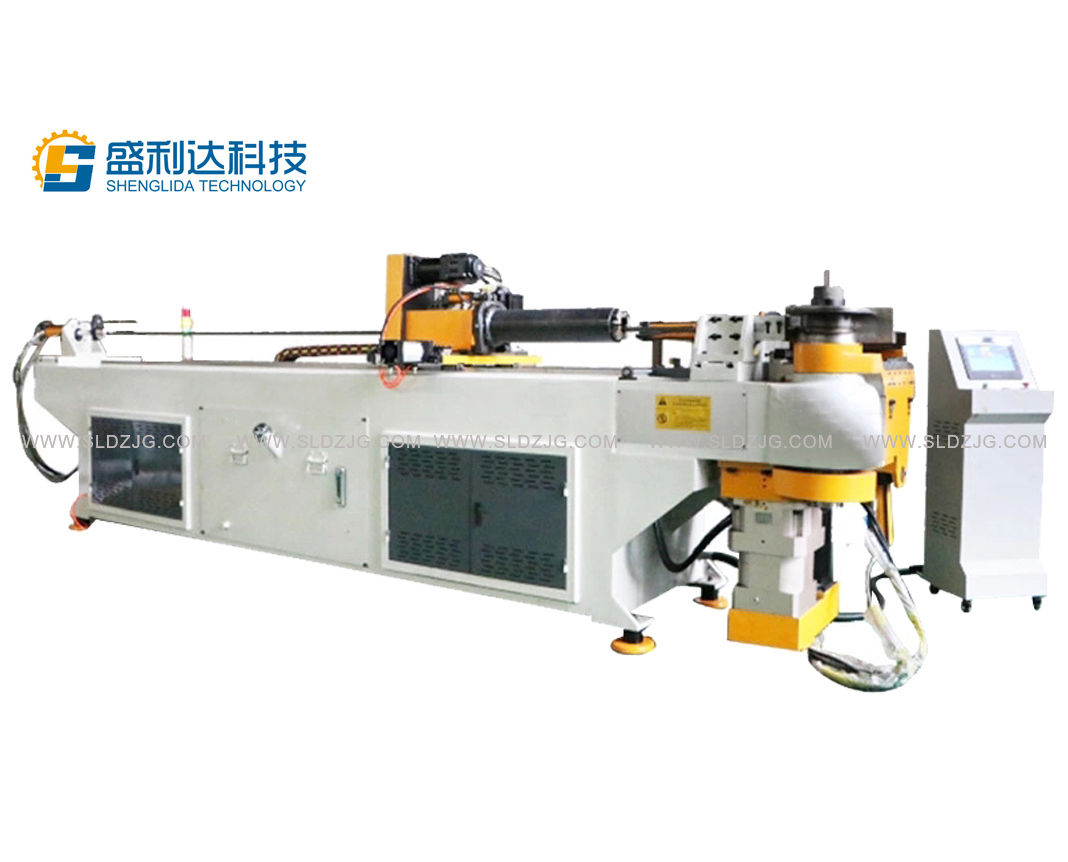



DW75CNC-3A-1S boru bükme makinesi servo tahrikli bir boru bükme makinesidir. Elektrikli cihazlar bükme açısını, besleme hassasiyetini ve boru dönüş hassasiyetini merkezi olarak kontrol eder. Hidrolik olarak kontrol edilen sıkıştırma, kılavuzlama, mandrel ve mekanizmanın kendi bağımsız silindirleri vardır. Boru bükme kolu boruyu büktüğünde, hidrolik sistemin kontrolü altında, sıkıştırma, kılavuzlama, mandrel ve bükme parçaları yüksek kaliteli bükmeyi tamamlamak için koordine olur ve işbirliği yapar. Ekonomik ve pratik bir genel ekipmandır.
Ekipman, metal boruları çekirdekli veya çekirdeksiz bükebilir. Makine, kullanımı ve bakımı kolay olan bir jog ve tek hareket fonksiyonuna sahiptir. Gemilerde, kazanlarda, kimyasallarda, otomobillerde, elektrikli araçlarda, mobilya imalatında ve diğer endüstrilerde yaygın olarak kullanılmaktadır.
a) Japon Mitsubishi'nin servo motorunu, Delta PLC kontrol sistemini ve güçlü anti-parazit özelliğine sahip ve çeşitli zorlu çalışma ortamlarında kullanıma uygun Weilun 15 inç renkli dokunmatik ekranı benimser.
b) Profesyonel ve kullanımı kolay bir insan-bilgisayar diyalog programını benimser ve kullanıcıların sistemin çalışmasına çok kısa sürede aşina olmalarını sağlar.
c) Standart Çince ekran, Çince ve İngilizce çift dil müşteri ihtiyaçlarına göre kurulabilir.
d) Çoklu işleme programlarına ve çoklu bükme programlarına sahiptir.
e) İşleme programı ve bükme programı sınırsız bir süre için bellekte saklanabilir ve program elektrik kesintileri veya uzun süreli kullanılmama nedeniyle kaybolmaz.
f) İşleme programı, başkalarının onu istediği gibi değiştirmesini önlemek için koruma ve kilitleme işlevleriyle donatılmıştır.
g) Operatörlerin kullanması için uygun olan bir koordinat dönüştürme işlevine (XYZ->YBC) sahiptir.
G1) Program yazımı için ayna fonksiyonu seçilebilir.
h) Bükme programı, her işleme adımında her eksen için 0-9 segmentlik bağımsız işleme hızları ayarlayabilir. İş verimliliğini artırmak için farklı iş parçaları için esnek bir şekilde kullanılabilir. İşleme hızı, harici hız düğmesi aracılığıyla istenildiği zaman azaltılabilir veya artırılabilir.
i) Otomatik işleme sırasında, farklı iş parçalarının işleme ihtiyaçlarını karşılamak için "doğrudan besleme" ve "kelepçele ve yerleştir" besleme işlevi anahtarlamasına sahiptir.
j) Otomatik işleme sırasında, işleme sayma ve zamanlama işlevlerine sahiptir.
k) Otomatik işleme sırasında, bir hata veya arıza meydana gelirse, mekanik eylem askıya alınabilir. Hata veya arıza giderildikten sonra, makine, boru bağlantı israfını uygun şekilde önlemek için boru bağlantısının bitmemiş işini tamamlamaya devam etmek üzere seçilebilir.
l) Kontrol programı, hataları otomatik olarak tespit etme ve karşı önlemleri metin olarak görüntüleme işlevine sahiptir. Makine arızaları veya mantıksız işlemler hakkındaki bilgiler, insan operasyon hatalarının makineye zarar vermesini önlemek için talimatlarla birlikte doğrudan ekranda görüntülenecektir. Otomatik olarak tespit edilen yukarıda belirtilen anormal bilgiler kaydedilecek ve gelecekteki bakım referansı için otomatik olarak saklanacaktır.
m) Hem otomatik hem de manuel modda bir mod ayarlama işlevine sahiptir ve üretim verimliliğini artırmak için çekirdek penetrasyonu, yardımcı itme, tek adımlı yürütme ve diğer farklı durumlar gibi çeşitli farklı çalışma modları ayarlayabilir.
n) Birden fazla gecikme parametresi ayar değerine sahiptir ve çeşitli bükülme değişikliklerini karşılamak için her eksen eylemi için en uygun zaman farkını seçebilir.
o) Olası arıza yerini kolayca bulabilen bir düğme devresi giriş ve çıkış otomatik algılama işlevine sahiptir.
p) İşleme sırasında, mobil dokunmatik ekran besleme Y (eksen), köşe B (eksen) ve bükme borusu C'nin (eksen) mevcut işleme değerlerini görüntüler. Ayrıca tek adımlı yürütme, yarım döngü çalışması ve tam döngü çalışmasını ayarlayabilir. Aynı zamanda, manuel, yarı otomatik, tam otomatik ve yavaş bükme işlevlerini serbestçe seçebilir. Elastik düğme anahtarlarını benimser ve üç işlevi vardır: otomatik başlatma, acil durdurma ve çalışmaya devam etmek için acil durdurma. Özel iş parçalarını bükerken manuel müdahale için uygundur ve yüksek güvenlik performansına sahiptir.
q) Besleme Y (ekseni) ve köşe B (ekseni) elektrikli servo motorlar tarafından tahrik edilir. İki eksen orijine dönüş fonksiyonunu seçebilir. Aynı zamanda, her viraj geri tepme telafi değerini ve kalıptan çıkarma boşluğunu malzeme değişikliğine göre ayarlayabilir.
S1) Besleme cihazı (Y) ekseni, her bir bükümün büküm konumunu ve bükümler arasındaki mesafeyi gerçekleştirebilir.
S2) Köşe cihazı (B) ekseni, her bir bükümün köşesini ve konumlandırmasını farklı yönlerde gerçekleştirebilir.
r) Makine kafasının, bükme kolunun ve sıkıştırma mekanizmasının tasarımı zarif ve makuldür. Aynı zamanda, bükme kalıbı basit ve değiştirilmesi kolaydır, bu da esnek üretim için uygundur ve boru bükme için en büyük üç boyutlu bükme alanını sağlar.
s) Hidrolik ana sıkıştırma ve yardımcı sıkıştırma mekanizması, kalıbı sıkıştırmaya itmek için bir silindir ve bir bağlantı çubuğu mekanizması kullanır ve sıkıştırma ayrıca kendinden kilitleme işlevine sahiptir.
t) Bükme (C) ekseni hızlı bükme ve yavaş bükme işlevlerine sahiptir. Yavaş bükme işlevi, borunun hızlı bükme işleminin neden olduğu kırılmayı etkili bir şekilde azaltabilen ince et kalınlığına veya küçük bükme yarıçapına sahip boruları bükmek için kullanılır.
w) Kılavuz kalıbın yardımcı itme işlevi, borunun incelme oranını daha etkili bir şekilde sağlayabilir.
x) Hidrolik otomatik maça çekme işlevi, maçayı önceden geri çekebilir ve maçayı tek bir adımda ilerletebilir, bu da borunun bükülme ovalliğini daha etkili bir şekilde sağlayabilir.
y) Hidrolik destek mekanizması: Destek mekanizması, malzeme tek bir kafa ile kenetlendiğinde takım tezgahı yapısı üzerindeki basıncı azaltabilir ve uzun boruların düz bükülmesini etkili bir şekilde sağlayabilir ve boruların bükülmesi kolay değildir.