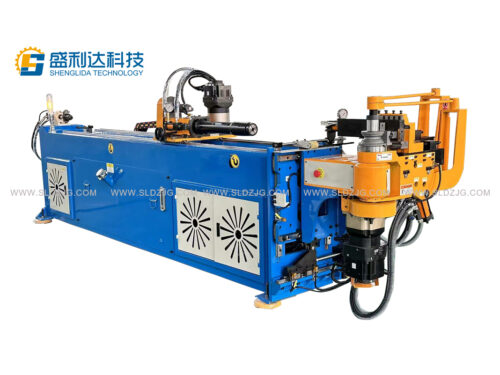
DW-130CNC-2A-1S - это трехмерный полностью автоматический однослойный формовочный двухосевой трубогибочный станок с ЧПУ. Трубогибочный станок с ЧПУ использует гибочный механизм с зубчатой звездочкой, приводимой в движение цилиндром. Зажим, захват, поддержка, вспомогательное толкание направляющей формы и вытягивание стержня приводятся в действие гидравлическими цилиндрами. Автоматическая подача Y (ось). Уголок B (ось) приводится в движение электронным серводвигателем + прецизионным планетарным редуктором. Он обладает высокой мощностью гибки и высокой точностью управления по трем осям. Все операции по написанию и вводу программ осуществляются непосредственно на сенсорном экране интерактивного компьютера WINDOWS. Все операции с информацией чрезвычайно удобны, быстры и точны.
Высокопроизводительные крупномасштабные трехмерные полностью автоматические трубогибочные станки с ЧПУ широко используются в массовом или стандартизированном производстве, например, в автомобильных и локомотивных деталях, таких как нефтяные трубы, газовые трубы, кондиционеры и т.д., а также используются для сосудов под давлением, атомной энергетики, аэрокосмической и общетехнической трубопроводной продукции.
a) Используя японские серводвигатели Mitsubishi, системы управления Delta PLC и 15-дюймовые цветные сенсорные экраны Weilun, он обладает сильной защитой от помех и подходит для использования в различных суровых условиях.
b) Программа диалога человека и компьютера профессиональна и проста в использовании, что позволяет пользователям освоить работу с системой за очень короткое время.
c) Стандартный дисплей на китайском языке, по желанию заказчика может быть установлен двойной язык - китайский и английский.
г) Имеет несколько наборов программ обработки и несколько наборов программ сгибания.
e) Время хранения в памяти программ обработки и гибки неограниченно, и программы не будут потеряны из-за отключения электричества или длительного неиспользования.
f) Программа обработки оснащена функциями защиты и блокировки, чтобы другие лица не могли изменять ее по своему усмотрению.
g) Имеет функцию преобразования координат (XYZ->YBC), что удобно для использования операторами.
G1) Функция зеркала может быть выбрана для записи программы.
h) Программа гибки может устанавливать независимые скорости обработки 0-9 сегментов для каждой оси на каждом этапе обработки. Это позволяет гибко использовать программу для различных заготовок, чтобы повысить эффективность работы. Скорость обработки может быть уменьшена или увеличена в любое время по мере необходимости с помощью внешнего регулятора скорости.
i) Во время автоматической обработки он оснащен функциями "прямой подачи" и "зажима" для удовлетворения потребностей в обработке различных заготовок.
j) Во время автоматической обработки он имеет функции подсчета и хронометража обработки.
k) Если во время автоматической обработки возникает ошибка или неисправность, механическое воздействие может быть приостановлено. После устранения ошибки или неисправности можно позволить машине продолжать завершать незаконченную работу над фитингом, чтобы избежать отходов фитинга.
l) Программа управления имеет функцию автоматического обнаружения ошибок и отображения контрмер в текстовом виде. Информация о сбоях в работе машины или нелогичных операциях будет отображаться непосредственно на экране, с инструкциями, чтобы предотвратить повреждение машины из-за ошибок человека. Вышеупомянутая аномальная информация, обнаруженная автоматически, будет записана и автоматически сохранена для последующего технического обслуживания.
m) Как в автоматическом, так и в ручном режимах есть функция настройки режима работы, которая позволяет устанавливать различные режимы работы, например, проникновение в сердцевину, вспомогательный толчок, одношаговое выполнение и другие различные состояния для повышения эффективности производства.
n) Имеет несколько значений настройки параметров задержки, и для каждого действия оси можно выбрать наиболее подходящую разницу во времени, чтобы соответствовать различным изменениям изгиба.
o) Имеет функцию автоматического обнаружения входных и выходных цепей кнопок, что позволяет легко найти место возможной неисправности.
p) Во время обработки на мобильном сенсорном экране отображаются текущие значения обработки подачи Y (ось), угла B (ось) и гибки трубы C (ось). Также можно установить одношаговое выполнение, полуциклическое и полноциклическое выполнение. В то же время он может свободно выбирать функции ручной, полуавтоматической, полностью автоматической и медленной гибки. Он оснащен эластичными кнопочными переключателями и имеет три функции: автоматический запуск, аварийная остановка и аварийная остановка для продолжения работы. Он удобен для ручного вмешательства при гибке специальных заготовок и имеет высокие показатели безопасности.
q) Подающая ось Y (ось) и угловая ось B (ось) приводятся в движение электрическими серводвигателями. Эти две оси могут выбирать функцию возврата к началу. В то же время каждый изгиб может устанавливать величину компенсации отскока и зазор для распалубки в зависимости от изменения материала.
Q1) Подающее устройство (ось Y) может регулировать положение каждого сгиба и расстояние между сгибами.
Q2) Угловое устройство (ось B) может реализовать угол и позиционирование каждого изгиба в разных направлениях.
r) Конструкция головки станка, гибочного рычага и зажимного механизма изысканна и разумна. В то же время гибочная форма проста и удобна для замены, что удобно для гибкого производства и обеспечивает самое большое пространство для трехмерной гибки труб.
s) Гидравлический механизм основного и вспомогательного смыкания использует цилиндр и шатунный механизм, чтобы толкать пресс-форму для смыкания, и смыкание также имеет функцию самоблокировки.
t) Ось гибки (C) имеет функции быстрой и медленной гибки. Функция медленной гибки используется для гибки труб с тонкой толщиной стенки или малым радиусом изгиба, что позволяет эффективно уменьшить поломку, вызванную быстрым процессом гибки трубы.
w) Вспомогательная функция толкания направляющей формы может более эффективно обеспечивать скорость утончения трубы.
x) Гидравлическая автоматическая функция вытягивания сердечника может выводить сердечник заранее и продвигать его за один шаг, что позволяет более эффективно обеспечить овальность изгиба трубы.
y) Гидравлический опорный механизм: Механизм поддержки может уменьшить давление на конструкцию станка, когда материал зажимается одной головкой, и может эффективно обеспечить прямой изгиб длинных труб, а трубы нелегко скрутить.