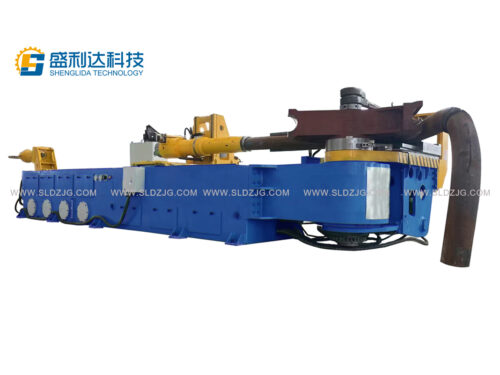
Основные преимущества 63CNC-4A-2Sfully автоматический гибочный станок В основном они отличаются высокой точностью, высокой эффективностью, многофункциональностью и интеллектуальным управлением, что позволяет удовлетворить высокие стандартные требования к сложной промышленной обработке труб.
Основные характеристики
Полностью автоматическая система числового программного управления
Использование ЧПУ (компьютерное цифровое управление), он поддерживает редактирование и хранение сложных программ, реализует многоугольную и многомерную гибку труб и обладает высокой повторяемостью точности позиционирования (обычно в пределах ±0,1 мм).
Он может быть объединен с сенсорным интерфейсом управления для упрощения процесса программирования.
Четырехосевая навеска (4A)
Благодаря 4 осям сервоуправления (подающий вал, гибочный вал, вращающийся вал и зажимной вал) он может выполнять трехмерную гибку труб в пространстве и адаптироваться к требованиям сложной кривой.
Двойной винтовой привод (2S)
Использование двойной винтовой структуры передачи, повышение стабильности и тяги при сгибании трубы, подходит для обработки труб большого диаметра или толстостенных труб (таких как нержавеющая сталь, углеродистая сталь, медные трубы и т.д.).
Эффективное производство
Интегрированная конструкция автоматической подачи, гибки и резки сокращает ручное вмешательство и повышает эффективность серийного производства.
В качестве опции можно выбрать автоматическую подающую стойку и устройство для сбора готовой продукции.
Хорошая совместимость
Поддерживает различные материалы труб (круглые трубы, квадратные трубы, овальные трубы и т.д.), а диапазон диаметров обычно составляет Φ10-Φ63 мм (подробнее см. данные производителя).
Он может обрабатывать различные материалы (металл, некоторые пластиковые трубы).
рабочий процесс
Программный ввод: Импорт параметров гибки через чертежи CAD или ручной ввод.
Автоматическая подача: Труба подается в зону обработки с помощью конвейера.
Позиционирование и зажим: Зажимные губки фиксируют трубу при позиционировании головки гибочного штампа.
Гибочная формовка: Головка штампа поворачивается, чтобы вывести трубу на заданный угол, а механизм подачи регулирует ее положение соответствующим образом.
Выброс материала: После завершения процесса гибки материал автоматически выгружается, запуская следующий цикл.